Cserépkályha masszák és mázak |
|
Cserépkályha masszák és mázak
A cserépkályha, mint fűtőeszköz a XI.-XIII. században alakult ki és terjedt el dél-német területekről kiindulva. Kezdetben mázatlan korongolt elemeket építettek be a kemencébe a hőleadás javítása érdekében, később megjelentek a kerámia táblákból összeépített kályhák, majd a formákba préselt csempékből rakott kályhák. A reneszánsz korban már mázakkal tették díszesebbé a csempéket, a XVI. században pedig megjelentek a festéssel dekorált fajansz kályhák. A csempekészítés a fazekasságból fejlődött ki azokon a vidékeken, ahol a helyi agyag erre alkalmas volt. Iparszerű csempegyártásról a XVIII. századtól beszélhetünk.
Napjainkban a cserépkályhák ismét divatcikknek számítanak. Nem tekinthetők azonban csak az igényes lakberendezés drága presztízs darabjainak. Korszerűségük abban áll, hogy hőhasznosításuk - összehasonlítva más fűtésmódokkal - kiváló, azaz energiatakarékosak. Újratermelődő energiaforrással (fával) fűthetők, és ma már lehetőség van olyan utóégetők, vagy katalizátorok beépítésére, amelyek a füstgázok káros anyag tartalmát minimalizálják. A növekvő érdeklődés egyúttal növekvő elvárásokat is jelent a vevők részéről a csempével és a mázzal kapcsolatban. Ugyanakkor a versenyképesség megtartása a kerámia ipart -így a kályhacsempe gyártást is - a gyorsabb, energiatakarékosabb, minőségileg jobb termelésre kényszeríti. A kevésbé munkaigényes formázás, a gyorsabb szárítási és égetési technika megváltoztatja a fizikai és kémiai reakciók lefolyását, ezért ehhez kell igazítani a masszák és mázak tulajdonságait.
A csempekészítéshez használt masszák:
A cserépkályha zárt tűzterű, kerámia csempékkel burkolt fűtőberendezés, amely a fűtőtérben felszabaduló hőt vezetés és sugárzás útján juttatja a környezetbe. A hatékonyság szempontjából döntő - a megfelelően megtervezett füstjáratokon és huzatviszonyokon kívül - a beépített csempe hőtani paraméterei és mennyisége.
A csempéket a kezdetektől fogva mindig tűzálló agyagból készítették. Tűzállóságon itt azt értjük, hogy az agyag 900 - 1000 C körül égetve még nem mutat jelentős, olvadásból eredő tömörödést és deformációt. A kiégetett cserép porózus marad, de mechanikai szilárdsága kielégítő. Olyan agyagok felelnek meg erre a célra, amelyek nagyobb mennyiségű kaolinit ásványt tartalmaznak, viszont kevés alkáli tartalmú ásványt, amorf anyagot vagy meszet. Ilyen agyag sokfelé előfordul, főleg Nyugat-Dunántúlon és ritkábban Észak-Magyarországon. Az agyagok színe kiégetés után az összetételtől függ, sárga vagy vöröses. A nemkívánatos cserép szín eltakarására borító masszát használnak, amely világosra égő agyagból, kaolinból és soványító adalékokból áll, és 2 - 3 mm vastag rétegben kerül a csempe felszínére. A borító massza száradási és égetési paramétereit gondosan össze kell hangolni az alapmasszával, mert repedések, leválások, deformációk forrása lehet.
A csempe készítéséhez használt agyagot soványítani kell. A soványító anyag csökkenti a csempe deformációs hajlamát. Soványításra főként kvarchomokot, samottot, ásványi őrleményeket stb. használnak, 30 - 40 %-ban adagolva a masszába. A soványító anyag minősége és mennyisége, valamint összhangja az alapmasszával döntő jelentőségű a csempe hőtani tulajdonságai szempontjából, azaz használhatósága szempontjából.
Ezt a kijelentést a következő táblázat adataival magyarázhatjuk meg:
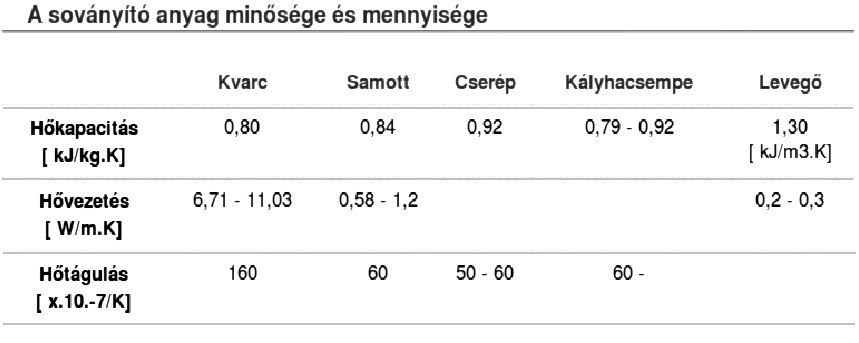
Az első sorban az un. hőkapacitást látjuk. Ez a szám -leegyszerűsítve- azt jelenti, hogy mennyi hőmennyiség kell az adott anyag hőmérsékletének egy fokkal történő emeléséhez. Látható, hogy a kvarc felmelegítéséhez kell a legkevesebb hőmennyiség, a többiekhez több kell. A folyamat fordítva is igaz, lehűléskor a cserép vagy a samott több hőt ad le, mint a kvarc. Más szóval a samott tartalmú csempe hőtároló képessége jobb, mint a kvarc tartalmúé. Fontos a pórusokban levő levegő mennyisége is, mert az is jelentős mennyiségű hőt ad le.
A következő sor az anyagok hővezető képességét mutatja. Mint látható, a kvarc legalább tízszer olyan gyorsan vezeti a hőt, mint a samott, azaz felfűtéskor a kvarc tartalmú csempe gyorsabban átmelegszik, mint a samottos, de lehűléskor gyorsabban le is hűl. A csempe pórusaiban levő levegő kifejezetten hőszigetelő hatású, elősegíti, hogy a felfűtött kályha sokáig meleg maradjon.
A harmadik sorban a hőtágulási együtthatók láthatók, amelynek a mázak illeszkedésében van szerepe. A hőtágulási együttható azt jelenti, hogy egy fok hőmérséklet emelkedés hatására mennyit tágul az adott anyag, illetve lehűléskor mennyire húzódik össze. A kvarc hőtágulási együtthatója magas, a cserépben levő kvarc növeli a csempe tágulási együtthatóját. Ez adott esetben kedvező is lehet, mert így a csempe tágulási együtthatója jobban közelít a mázak tágulási együtthatójához, ezért csökken a mázak hajszálrepedezése (haarriss)
Összegezve a táblázat tanulságait azt mondhatjuk, hogy a csempemassza összetételét hőtani szempontból is meg kell tervezni. Egy jó minőségű tűzálló agyag, amelyben kiégetés után elegendő pórus van, samottal soványítva nagyobb használati értékű csempét ad, mint egy kvarchomokkal soványított kevésbé tűzálló agyag. A kvarc jelenléte ugyanakkor bizonyos határig szintén hasznos. Egyéb soványító anyagok, pl. vulkáni tufák használata soványító anyagként nem célszerű, mert előfordulhat, hogy a sokszori felmelegítés hatására kristályszerkezetük átalakul vagy lebomlik, és a szemcsék elporladnak a csempében.
A soványításhoz használt samott mennyisége általában 25 - 40 %. Magasabb samott tartalom esetén a csempe formázáskor és égetéskor kevésbé vetemedik, a kiégetett csempe jobban elviseli a hősokkot használat közben. A samott mennyisége növelésének határt szab a csempe mechanikai szilárdsága, amely romlik növekvő samott mennyiség esetén. A samott szemcseméretét a feldolgozás határozza meg. A gyakorlatban szokásos 1 mm-nél nagyobb átmérőjű szemcsék esetén már borítómasszát kell használni a felületre. Finomabb szemcsés samott (pl. 0,2 mm - 0,5 mm) használatával a borítómasszát kiiktathatjuk, ezzel a termelési folyamat egyszerűbb és gyorsabb lesz, elmaradnak a borítómassza nem megfelelő illeszkedéséből származó problémák. Ha a termék és a technológia lehetővé teszi, célszerűbb a finom samott használata. A finomabb szemcsés samott azonban tömörebb cserepet jelent, ami körültekintőbb csempe konstrukciót és szárítást igényel.
A csempék formázása többnyire gipsz vagy fémformába történő döngöléssel vagy préseléssel történik. Az öntési eljárás nem annyira elterjedt, aminek oka az öntőiszappal kapcsolatos nehézségek. A csempekészítéshez alkalmas agyagok általában nehezen folyósíthatók, az iszapba kevert samott hajlamos a leülepedésre, ráadásul a csempéhez szükséges falvastagságot csak több órás szívási idővel lehet elérni. A módszer nem termelékeny, viszont olyan formákat is gyártani lehet jó minőségben, ami más formázási módszerrel nem volna lehetséges. Korszerű folyósítószer kombinációkkal olyan öntőiszapokat lehet készíteni, amelyek 35 -40 % samottot tartalmaznak, 2000 gr/liter körüli litersúlyuk ellenére jól önthetők, és a samott kiülepedése az iszapból elfogadhatóan lassú.